マテックス遊星歯車減速機
取扱説明書・補足資料
- Home
- 製品紹介
- マテックス遊星歯車減速機
- 取扱説明書・補足資料
ユニットへの入力軸 取り付けについて
モーター軸をユニットへ
直接入れる場合
モーター軸をユニット指定入力形状に加工して下さい。
モーター軸にツナギ軸を
つけてユニットへ入れる場合
ツナギ軸先端をユニット指定入力形状に加工して下さい。
モーター軸に継ぎ手をつけて
ユニットへ入れる場合
継ぎ手片側をユニット指定入力形状に加工して下さい。
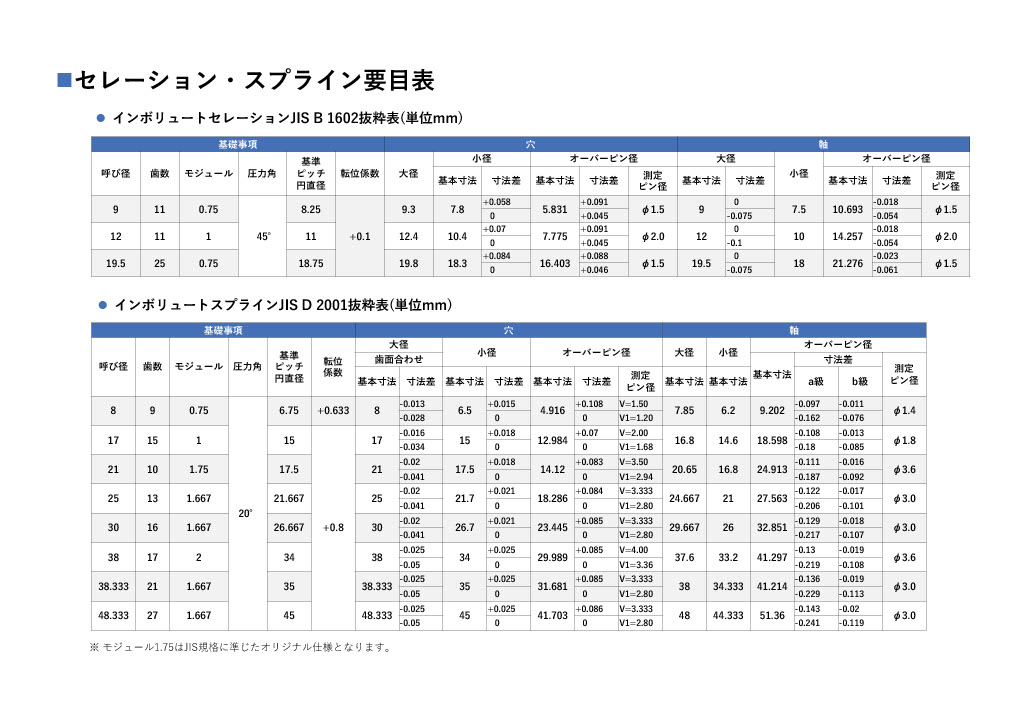
歯切り軸のご依頼について
入出力軸歯切り時形状
軸に歯切りを希望されますときは、必ず両側にセンタ穴加工して下さい。
また、歯切り部分の近くに段付部分があると歯切り加工時にホブカッターが干渉する場合がありますので、ご注意下さい。
| カッター径 Cutter diameter | |
| セレーション Serration | φ38 |
| スプライン Spline | φ70 |
歯切り穴形状(ブローチ加工)
歯切り穴加工を希望されますときは、ブローチ加工になりますので、下穴は歯切り穴小径寸法にて仕上げておいて下さい。
また、必ず歯切り穴の大径で突き抜けられる寸法に設定願います。
(φA<φB)メクラ穴になるのは不可。
歯切り穴の長さが長くなる場合は、途中でヌスミを入れて下さい。
取り付け基準
| 同芯度 | 入力、出力軸取り付け後の同芯度は0.15mm以下です。 |
| 基準面 | ケース内径、ユニット外径、挿入後接触するケース側面は全周均一な面で受けます。 |
| 回り止め | ケースに挿入したユニットはインターナルに加わる力を均一にし回転しないようにします。 |
| 空 間 | ユニット回転部(キャリアA、B側面)とケース両側面の空間は2~4mm以内とします。 |
| 垂直方向のスラスト受け | 出力上向はサンギア側面、出力下向はキャリア側面です。 |
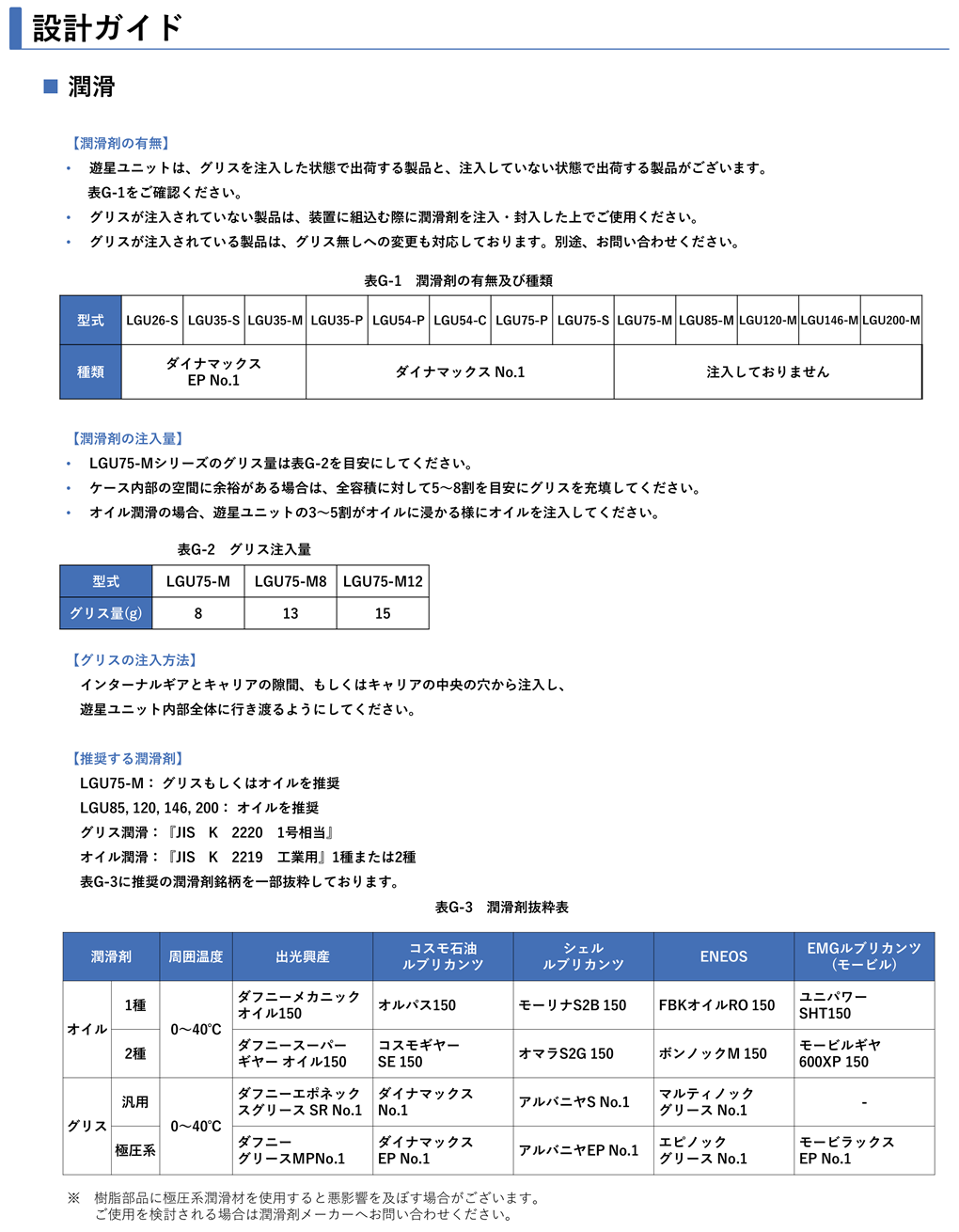
| 潤 滑 | グリス潤滑の場合は空間容積の5~8割注入願います。 オイル潤滑の場合は空間容積の3~5割注入願います。 |
取扱い上の注意
| 樹脂ユニット&焼結合金 | P 組立時にグリスが注入してあります。 S (グリス無注入は特別仕様になります。) |
| 金属ユニット | M (グリス注入は特別仕様になります。) |
| 樹脂ユニットPには、極圧添加剤、強酸性の油、シンナー等を混入させないでください。 | |
| 急激な温度変化を避けて下さい。(水分混入の原因になります。) | |
| ユニット保管は40℃以下の暗い室内でゴミ・異物・水分等が混入しないよう保管して下さい。 | |
| 騒音・振動が伝わる取り付け方は、ユニット性能以上に騒音が大きくなりますので設計上ご注意下さい。 | |
芯出し要領
潤滑油銘柄